

以下是:齐齐哈尔市富裕县焊管厂家加工的产品参数
范围 焊管加工供应范围覆盖黑龙江省 齐齐哈尔市 龙沙区、建华区、铁峰区、昂昂溪区、富拉尔基区、碾子山区、龙江县、依安县、泰来县、富裕县、克山县、克东县、拜泉县、讷河市等区域。 【天鑫达】为客户提供多样化产品,包括龙沙H型钢厂家优良材质、建华H型钢厂家常年供应、富拉尔基H型钢厂家有实力有经验、碾子山H型钢厂家设计制造销售服务一体、依安H型钢厂家老品牌厂家等,适配多元场景需求。焊管厂家加工,天鑫达特钢有限责任公司(富裕县分公司)为您提供焊管厂家加工产品案例,联系人:杨经理,发货地:钢材市场。 黑龙江省,齐齐哈尔市,富裕县 2019年,富裕县地区生产总值初步核算完成70.6亿元,同比增长6.2%。其中,产业增加值31.6亿元,同比增长2.8%;第二产业增加值13.4亿元,同比增长14.5%;第三产业增加值25.6亿元,同比增长5.7%。人均地区生产总值25340元,同比下降0.5%。三次产业结构为44.8:19.0:36.2,产业比重比上年上升6.1个百分点,第二产业比重比上年下降13.2个百分点,第三产业比上年上升7.1个百分点。
精心打磨的产品视频已准备就绪,它将带您深入焊管厂家加工的魅力世界,让您重新发现产品的无限可能。
以下是:齐齐哈尔富裕焊管厂家加工的图文介绍
235B直缝焊管质量检验方法有很多种,其中物理方法也是常用的检验方法,物理检验就是利用一些物理现象进行测定或检验的方法。材料或Q235B直缝焊管内部缺陷情况的检查,一般都是采用无损探伤的方法。当前的无损探伤有磁力探伤、超声波探伤、射线探伤、渗透探伤等。
磁力检验
磁力探伤只能发现磁性Q235B直缝焊管表面和近表面的缺陷,而且对缺陷仅能做定量分析,对于缺陷的性质和深度也只能根据经验来估计。磁力检验是利用磁场磁化铁磁Q235B直缝焊管所产生的漏磁来发现缺陷的。按测量漏磁方法的不同,可分为磁粉法、磁感应法和磁性记录法,其中以磁粉法应用广。
渗透检验
渗透检验是利用某些液体的渗透性等物理特性来发现和显示缺陷的,包括着色检验和荧光探伤两种,可用来检查铁磁性和非铁磁性材料表面的缺陷。
齐齐哈尔富裕山东天鑫达特钢有限责任公司视科技研发为企业生命力,深谙是人才团队的智慧成就了品牌、品质。为使 H型钢厂家产品更趋完美,公司不吝重金聘请一批高级技术顾问和高职称的研究制造人士、高级工程师成立了技术研发中心,用他们的智慧培养员工,加上生产工人孜孜以求的工作态度,注重 H型钢厂家每一个生产细节,从而形成了在强势品牌战略中坚不可摧的堡垒。并和众多知名大学建立了良好的产学关系,不断自主创新,保证了新 H型钢厂家产品的研发质量和速度。 同时公司可为用户提供项目设计,工艺流程设计,标准和非标准 H型钢厂家产品设计及生产。
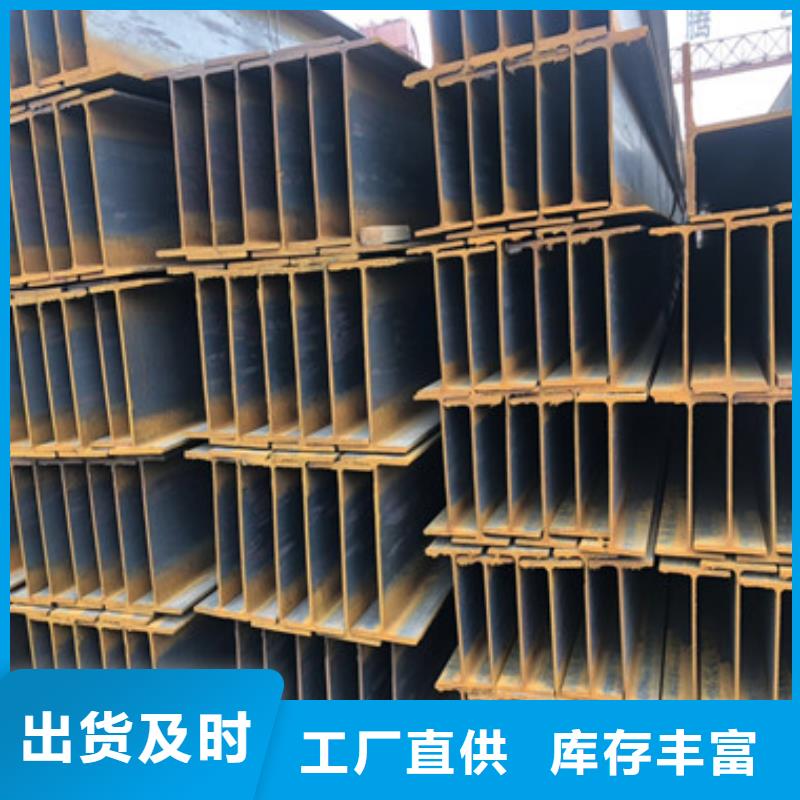
直缝管
是用钢板或钢带经过弯曲成型,然后经焊接制成。按焊缝形式分为直缝焊管和螺旋焊管。按用途又分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管和螺旋焊管。
一般焊管用来输送低压流体。用Q195A、Q215A、Q235A钢制造 。也可采用易于焊接的其它软钢制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种,表6-17为焊接钢管尺寸。
无需电焊机和套丝高频电阻直缝焊管,也不需做跨接地线,无须刷漆,省去了传统熔焊和套丝等复杂的施工工序。只需将直管接头连接管与管,螺纹管接头连圆钢管理论重量与接线盒,定位后用专用工具拧紧(拧断)螺钉即可,与接线盒高频电阻缝焊处用锁母紧定即可。管路转弯处用弯管器可现场弯曲相应的弧度。
技术标准编辑
根据GB/T3092《低压流体输送用焊接钢管》标准的规定,焊管的公称直径为6~150mm,公称壁厚为2.0~6.0mm,焊管的长度通常为4~10米,可按定尺或倍尺长度出厂。钢管表面质量应光滑,不允许有折叠、裂缝、分层、搭焊等缺陷存在。钢管表面允许有不超过壁厚负偏差的划道、刮伤、焊缝错位、烧伤和结疤等轻微缺陷存在。允许焊缝处壁厚增厚和内缝焊筋存在。
质量检验编辑
焊接钢管应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。钢管应能承受一定的内压力,必要时进行2.5Mpa压力试验,保持一分钟无渗漏。允许用涡流探伤的方法代替水压试验。涡流探伤按GB7735《钢管涡流探伤检验方法》标准执行。涡流探伤方法是将探头固定在机架上,探伤与焊缝保持3~5mm距离,靠钢管的快速运动对焊缝进行的扫查,探伤信号经涡流探伤仪的自动处理和自动分选,达到探伤的目的。探伤后的焊管用飞锯按规定长度切断,经翻转架下线。钢管两端应平头倒角,打印标记,成品管用六角形捆扎包装后出厂。
材质编辑
国内常用材质一般是Q235A,Q235B、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb、16Mn、20#、Q345、L245、L290、X42、X46、X70、X80等。
其中X42、X46、X56、X80等材质为API标准材质,不是我国管材的常用材质。
感应器及阻抗器的放置位置
5.1感应器的放置位置
?感应器的放置位置(距挤压辊中心线的距离)对焊接质量影响很大。距挤压辊中心线较远时,有效加热时间长,热影响区宽,使焊缝强度降低;反之边缘加热不足,也使焊缝强度降低。感应器应与管同心放置,其前端与挤压辊中心线距离大约等于或小于管径(小管是1.5倍的管径)为状态。
5.2 阻抗器的放置位置
阻抗器(磁棒)的放置位置不但对焊接速度有很大影响,而且对焊接质量也有影响。如图2所示[2]。
6 管坯的几何尺寸及形状要求6.1焊管坯的几何尺寸
管坯的宽度和厚度偏差大,会改变边缘的加热温度和挤压量,合格的产品必须要求管坯的宽度和厚度在公差范围之内。
6.2管坯形状及相接形式
如果管坯边缘存在挠曲、镰刀弯及波皱等现象,通过成型机时就会偏离孔型中心,造成带钢两边弯曲。轧辊调整不良也会造成带钢跑偏或管坯扭曲等缺陷,造成影响焊接质量或根本无法焊接的后果。
管坯两端焊接时要求两端全部厚度相接,管坯两边缘不但要平直而且要平行。纵剪带钢时圆盘剪刃间隙过大或刀刃磨损严重造成带钢边缘毛刺过大,也易产生焊接后裂纹。
在齐齐哈尔市富裕县采购焊管厂家加工请认准天鑫达特钢有限责任公司(富裕县分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:杨经理-【18853178958】,地址:钢材市场)。











